



































Die lohnenswerten Alternativen
Gewindewerkzeuge mit Anspruch
In vielen Bearbeitungsfällen sind Zerspanungsfachleute mit einer Vielzahl von unterschiedlichen Materialien konfrontiert. Der Griff zu einem Gewindeschneidwerkzeug, das auf diese Werkstoffe abgestimmt ist, ist daher hilfreich und kann sowohl mit speziellen, als auch mit Standardschneidwerkzeugen realisiert werden. Im Bereich der Gewindeherstellung sind daher Produkte von Völkel eine exzellente Wahl.

Die Kunst einer wettbewerbsfähigen Produktion liegt darin, das technisch und preislich optimale Werkzeug für den jeweiligen Anwendungsfall einzusetzen. Dies gilt gerade auch für Gewindeschneidwerkzeuge. Ob mit oder ohne Beschichtung, ob für Hand oder Maschine, ob gerade oder spiralgenutet – von Völkel gibt es eine sehr große Zahl an Gewindeschneidwerkzeugen, die den Handwerker ebenso zufriedenstellen, wie den Fachmann an der CNC-Maschine.
Erstaunliche Lieferfähigkeit

Völkel produziert mit der Erfahrung von 100 Jahren Gewindeschneidwerkzeuge in bester Industriequalität, die ab Lager verfügbar sind. Von M1 bis M110 können über 99 Prozent aller Anfragen sofort befriedigt werden. Eine Leistung, die längst nicht jeder Produzent bieten kann. Hinzu kommt, dass Völkel Gewindewerkzeuge produziert, die alle gängigen Normen abdecken, die es derzeit gibt. Ob M, UNC, RC, PG, NPT oder NPTF – die Liste der lieferbaren Gewindewerkzeuge ist lang und mit dieser Aufzählung noch lange nicht vollständig.
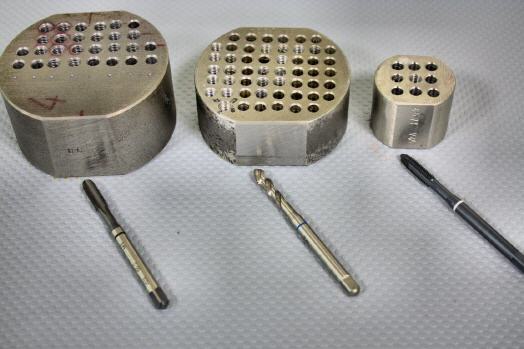
Ohne Zweifel sind Völkel-Produkte eine echte Alternative zu anderen hochwertigen Produkten von Mittbewerbern. Das unterstreichen eindrucksvoll deren Leistungsmerkmale in Grauguss, Bau- oder Edelstahl. So sind beispielsweise Gewindebohrer dem jeweiligen Material beziehungsweise der jeweiligen Aufgabe in Drall, Anschnitt und Oberflächenausführung angepasst. Maschinengewindebohrer mit Farbring machen die Zuordnung zum passenden Material besonders einfach.
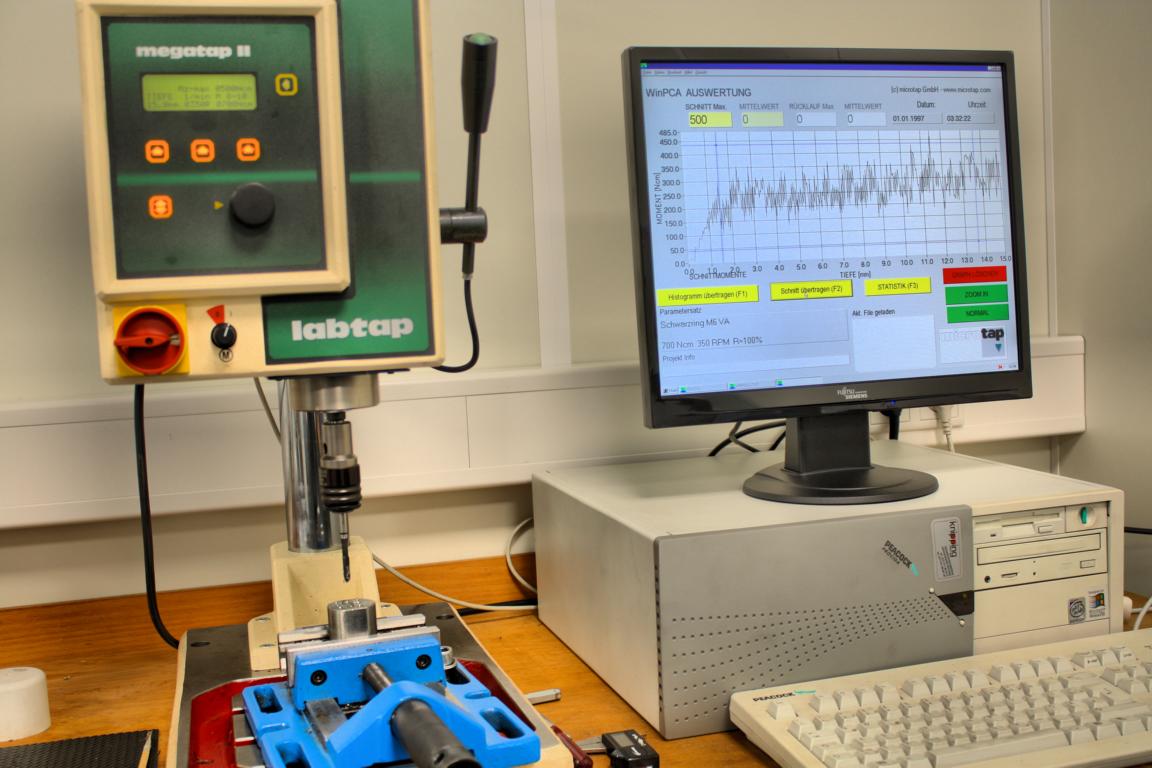
So ist beispielsweise Werkzeug mit schwarzem Farbring für Grauguss und eines mit gelben Farbring für Aluminium geeignet.Selbstverständlich gibt Völkel Empfehlungen, welches Schmiermittel und welche Schnittgeschwindigkeit zu verwenden sind, soll das Gewinde mit dem passenden Gewindebohrer in bester Qualität geschnitten werden. Zu Versuchszwecken steht eine Gewindeschneidmaschine zur Verfügung, die den Drehmomentverlauf über die geschnittene Gewindetiefe grafisch aufarbeitet. So kann man sich ein Urteil darüber erlauben, ob die gewählten Parameter für die Anwendung passend sind.
Expertenwissen für alle
Selbstverständlich erhalten auch Kunden Einblick in das Labor, wo sie im Rahmen von Produktschulungen vorgeführt bekommen, welcher Gewindebohrer sich am besten mit welchem Schmierstoff und welcher Schnittgeschwindigkeit für die von ihnen zu lösende Aufgabenstellung eignet. So ist sehr interessant zu sehen, dass sich zum Gewindeschneiden in Edelstahl vorzüglich ein Gewindebohrer eignet, dessen Oberfläche vaporisiert wurde.
Beim Vaporisieren wird der Gewindebohrer dampfbehandelt, was eine chemische Reaktion an dessen Oberfläche bewirkt. In der Folge bekommt die so behandelte Oberfläche die Eigenschaft, den Schmierfilm besser an der Oberfläche zu halten, sodasss dieser nicht so leicht abreißt. Dadurch werden Kaltverschweißungen an der Gewindeflanke vermindert und die Standzeit des Gewindebohrers nimmt zu. Am Diagramm auf dem Monitor der Gewindeschneidmaschine zeigen sich charakteristische Drehmomentverläufe, welche die Reibung während des Gewindeschneidens in Abhängigkeit von der Bohrtiefe wiedergeben.
So wird deutlich vor Augen geführt, welches Werkzeug mit welcher Schnittgeschwindigkeit und welchem Schmiermittel für welchen Werkstoff anwendbar ist, und dass Fehlanwendungen nachteilige Folgen haben können.Beispielsweise ist es nicht empfehlenswert in Grauguss-Material spiralgenutete Gewindebohrer zu verwenden, da diese in dem Werkstoff sehr leicht axial verschneiden. Das kann zu einem zu groß geschnittenen Gewinde führen.
Abhilfe bieten hier nur sehr gute Bearbeitungszentren, die einen sehr genauen, Werkzeugdrehzahl-abhängigen Vorschub bieten – bei gleichzeitiger Zuhilfenahme von speziellen, zum Gewindeschneiden vorgesehenen Spannfuttern für Gewindebohrer.
Sicher zum Gewinde
Die Verwendung eines passende Gewindebohrers ist die bessere Wahl, um jedem Risiko aus dem Weg zu gehen. Zumal auch der Spanfluss zu berücksichtigen ist, sollen maßgenaue Gewinde geschnitten werden. Die Anschnittform verrät, in welche Richtung der Span abgeführt wird. Gewindebohrer mit Form B führen den Span nach vorne in der axialen Schneidrichtung ab, bei rechtsspiraligen Gewindebohrern wird der Span entgegen der Schneidrichtung aus dem Gewinde heraus gefördert. Die Fragestellungen, ob ein Sack- oder Durchgangsloch gegeben ist und ob das Gewinde von Hand oder auf einer automatischen Anlage geschnitten wird, entscheiden, wie der Span am besten abgeführt wird, mithin, welches Werkzeug sich für die Aufgabenstellung am besten eignet.
Für die meisten Aluminiumbearbeitungen eignen sich am besten Werkzeuge mit speziellem Spanwinkel und Hinterschliff. Das Schneiden von Gewinden in besonders kritische Aluminiumsorten ist mit Gewindebohrern zu meistern, die über ausgesetzte Schneiden verfügen. Diese reduzieren die Reibung beim Schneiden von Gewinden in weiches Aluminium und sorgen so für sauber geschnittene Flanken.
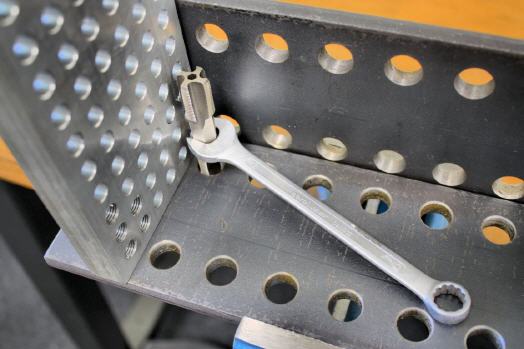
Das Unternehmen Völkel hat jedoch noch mehr zu bieten, wenn es um die Herstellung oder Reparatur von Gewinden geht. So gibt es beispielsweise den ›HexTap‹, der ein echter Retter in der Not sein kann, wenn es darum geht, etwa ein Gewinde an Positionen neu einzubringen oder nachzuschneiden, die mit herkömmlichen Satzgewindebohrern nicht mehr erreicht werden können, da kein Platz für das Ansetzen eines Windeisens vorhanden ist. Der HexTap hingegen kann gleich auf dreierlei Weise bedient werden: mit einem Maulschlüssel, mit einem Sechskantschlüssel und mit einer Bit-bestückten Ratsche. Der zur Verfügung stehende Platz entscheidet, welches dieser Werkzeuge sinnvollerweise zum Einsatz kommt.
Echter Problemlöser
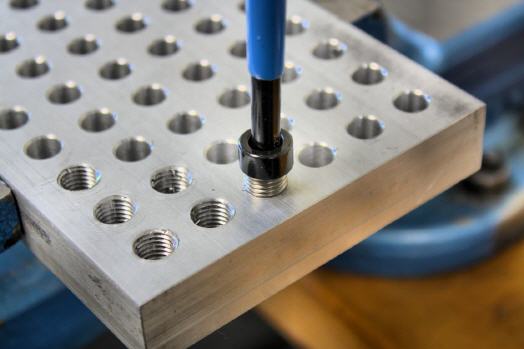
Der Einsatz des HexTap ist so einfach wie genial: Ein Führungszapfen mit einem nachfolgenden langen Anschnitt sorgt für eine sichere Zentrierung in der Kernlochbohrung, während der HexTap in das neu zu erstellende oder auszubessernde Gewinde eingeschraubt wird.
Mühelos kann auf diese Weise so manches nicht gut erreichbare Gewinde geschnitten werden.Für schwierige Gewindearbeiten an Außengewinden sind Schneideisen mit Aussensechskant gedacht, die sogenannten Schneidmuttern. Diese werden einfach mit einem passenden Maulschlüssel oder einer passenden Stecknuss mit Ratsche betrieben und schon können mühelos neue oder beschädigte Bolzengewinde geschnitten werden, wenn der Raum für die Nutzung eines Schneideisenhalters fehlt.

Hilfreiches Portfolio
Da Reparaturen von Gewinden nicht eben selten anstehen, gibt es von Völkel sinnvolle Reparatur-Sets, mit denen sich beispielsweise Zündkerzengewinde am Motorblock oder Ölablassschraubengewinde an der Ölwanne reparieren lassen. Man sieht, dass Völkel keine halben Sachen macht. Doch ist es nicht immer möglich, ein Gewinde zu retten. Auch für diesen Fall gibt es von Völkel eine Lösung: das Reparatursystem ›V-COIL‹.
Dieses Reparatursystem erlaubt es, den alten Zustand ohne Einschränkungen an Festigkeit und Funktionalität wieder herzustellen. Dazu wird das beschädigte Gewinde mit einem passenden Wendelbohrer aufgebohrt. Anschließend wird mit speziellen V-COIL-Gewindebohrern ein Aufnahmegewinde in die Bohrung geschnitten. Mit einem Eindrehwerkzeug wird dann der Gewindeeinsatz in das Aufnahmegewinde geschraubt, danach der Mitnehmerzapfen gebrochen und fertig ist das neue „alte„ Gewinde.
Dabei ist zu beachten, dass niemals gegen die Laufrichtung gedreht wird, da sonst der Mitnehmerzapfen abbrechen kann, was zur Folge hat, dass sich nun der Gewindeeinsatz nicht mehr drehen lässt. In diesem Fall wäre das Gewinde zwar noch nicht verloren, da es von Völkel ein Ausziehwerkzeug gibt, jedoch wäre die Reparatur sehr zeitraubend.
Wer dies beachtet, kann mit V-COIL in kurzer Zeit beschädigte Gewinde in den Urzustand zurückversetzen. Es gibt keinen Festigkeitsunterschied zum ursprünglich eingebrachten Gewinde. Im Gegenteil: Manchmal ist es sogar ratsam, den V-COIL-Gewindeeinsatz als Panzerung bereits in der Konstruktion eines Bauteils einzuplanen, wenn dieses beispielsweise aus einem weichen Material besteht, was keine gute Basis für ein haltbares Gewinde ist.
Erwähnenswert ist zudem, dass es V-COIL nicht nur in metrischen Größen, sondern beispielsweise auch etwa in den Normen UNC, BSW oder BSF gibt.Es zeigt sich, dass das innovative Unternehmen Völkel eine uneingeschränkte Empfehlung ist, wenn es um das Herstellen oder Reparieren von Gewinden geht. Aber auch in Sachen ›Gewindeprüfung‹ ist Völkel der ideale Ansprechpartner. So werden Gewindelehrdorne und Gewindelehrringe angeboten, falls gewünscht auch mit Werkszeugnis. Ob Handwerk oder Industrie – wenn guter Rat gefragt ist, sollten die erfahrenen Experten von Völkel konsultiert werden.
Download:
Diesen Artikel finden Sie auch in Ausgabe 6/2018 unseres Fachmagazins ›Welt der Fertigung‹ auf Seite 90. Zum besagten Heft führt ein Klick auf den nachfolgenden Button!

Mehr Informationen zur VÖLKEL GmbH:
 |
VÖLKEL GmbH |
|
Morsbachtalstr. 20 |
|
42855 Remscheid |
|
Tel.: 02191-490112 |
|
Fax: 02191-490125 |
|
E-Mail: info@voelkel.com |
|
www.voelkel.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 3571.











































