



































Die Zyklen- und Parameterprogrammierung
Jonglieren mit der CNC-Steuerung
Zyklen sind eine wunderbare Sache, um rasch häufig anzufertigende Elemente, wie Taschen oder Bohrungen herzustellen. Die Heidenhain-Steuerung macht dies ganz besonders einfach, da im Dialog die dazu nötigen Eingaben abgefragt werden. Wer hingegen eine CNC-Steuerung voll ausnutzen möchte und sich viele Programmzeilen sparen möchte, tut gut daran, sich mit der Parameterprogrammierung anzufreunden. In diesem Kursteil wird beides in verknüpfter Weise nahegebracht.
Zyklen erleichtern das Programmieren an einer CNC-Steuerung ganz beträchtlich. Gäbe es sie nicht, müsste jeder einzelne Verfahrweg etwa einer Rechtecktasche berechnet und einprogrammiert werden. So aber werden im Hintergrund diese Berechnungen von der Steuerung angestellt und direkt in Verfahrbefehle umgewandelt.
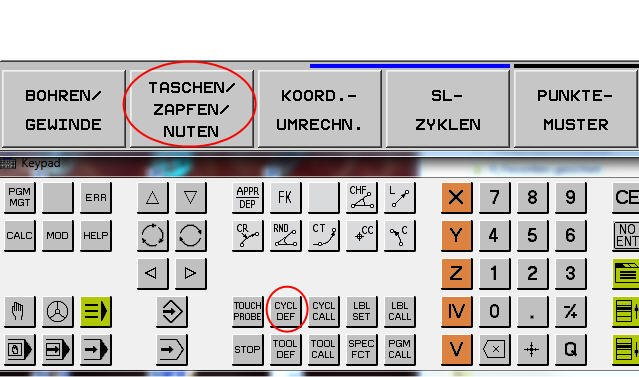
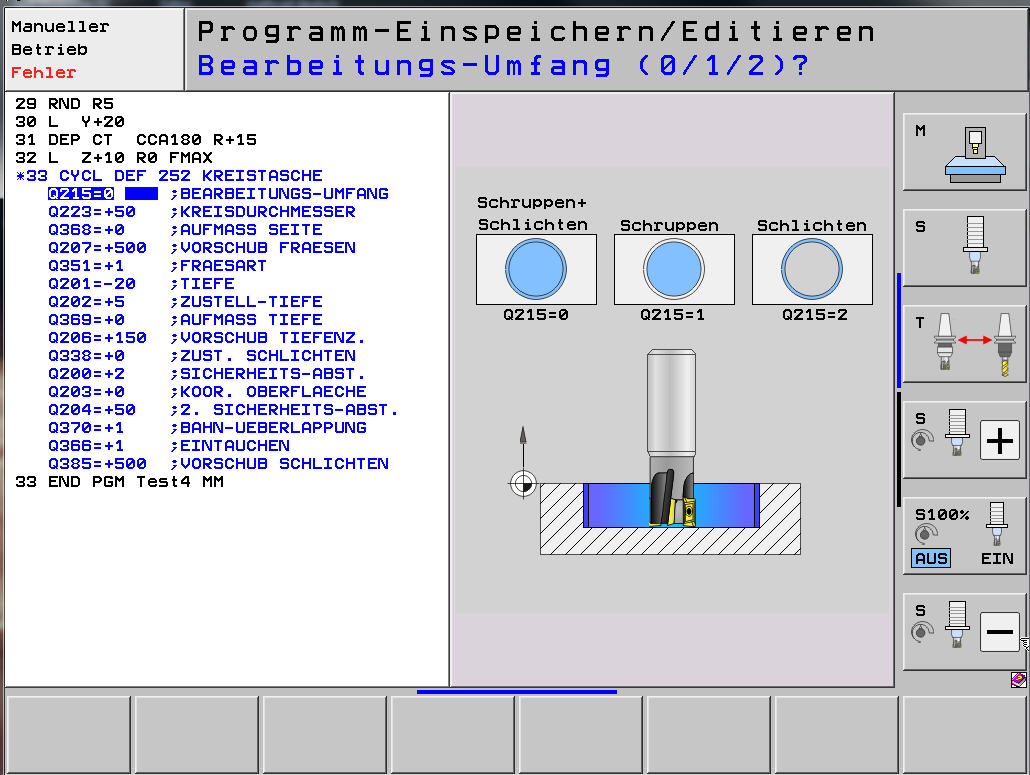
Heidenhain hat zum Erstellen von Zyklen eine eigene Taste auf die Steuerungs-Tastatur gelegt. Nach Druck auf die Taste „CYCL DEF“ werden Softkeys eingeblendet, aus denen man dann den gewünschten Zyklus auswählen kann. Sofort nach der Auswahl erscheint eine Dialogabfrage, wo alle Daten abgefragt werden, die zur Definition des Zyklus notwendig sind. Besonders schön ist, dass bei jeder Eingabezeile ein dazu passendes Bild erscheint, was die korrekte Eingabe wesentlich erleichtert.
Wie geht's?
Bei den Zyklen ist zu beachten, dass es welche gibt, die ohne separaten Aufruf schlicht nicht in Aktion treten, während andere unmittelbar ausgeführt werden. Dazu später mehr. Wichtig ist zunächst zu erkennen, dass Zyklen in der Regel ohne ihre Positionskoordinaten programmiert werden. Dies würde es sonst nötig machen, für jede Position einen neuen Zyklus zu programmieren. Es geht bei einer Heidenhain-Steuerung viel eleganter: In der eigentlichen Zyklusdefinition werden nur allgemeine Werte, wie Größe und Tiefe der Tasche fest eingegeben, während die Position des Zyklus durch direktes Anfahren der Koordinaten bestimmt wird. Sobald danach der Befehl „CYCL CALL“ erfolgt, wird der Zyklus an dieser Stelle abgearbeitet. Auf diese Weise kann ein und derselbe Zyklus sehr einfach an unterschiedlichen Positionen ausgeführt werden.
Der Befehl „CYCL CALL“ ist jedoch nicht immer nötig beziehungsweise sogar verantwortlich für unerwartete Programmreaktionen. Muster sind so eine Ausnahme, die ohne „CYCL CALL“ ausgeführt werden. Dazu zählen etwa Bohrmuster, die entlang einer Linie oder eines Kreise angeordnet sind. Diese Zyklen geben nur die Form vor und stehen praktisch in der zweiten Ebene eines übergeordneten Zyklus, der die eigentliche Zerspanungsarbeit beinhaltet. Folglich muss an erster Stelle ein zerspanender Zyklus, etwa ein Bohrzyklus definiert werden, ehe der Zyklus für das Bohrmuster definiert wird, der dafür sorgt, dass die Bohrungen an den jeweiligen Positionen eingebracht werden.
Wenn die Zyklen an unterschiedlichen Positionen abgearbeitet werden sollen, ist es sinnvoll, eine Punkte-Tabelle zu erstellen. Besonders dann, wenn diese Positionen aus fertigungstechnischen Gründen öfters anzufahren sind. Zu diesem Zweck ist der Programm-Manager mit der Taste PGM MGT zu öffnen und eine Punktetabelle mit der Extension .PNT anzulegen. Die Steuerung öffnet danach eine Tabelle, in die die Koordinaten der Punkte einzutragen sind. Leider verwirrt es anfangs, dass keine Eingaben möglich sind. Dies funktioniert erst, wenn die Taste „Zeile einfügen“ betätigt wird. Wichtig: um wieder in das ursprüngliche Programm zu kommen, muss die Programmdatei explizit aufgerufen werden, da der Editor nun ja eine Punktetabelle in der Bearbeitung hat.
Der Umgang mit der Punktetabelle ist schnell erklärt: es wird ein Zyklus, etwa ein Bohrzyklus definiert und danach die Taste „PGM CALL“ betätigt. Dies verwirrt zwar etwas, da wir ja kein Programm aufrufen wollen, doch die Heidenhain-Steuerung holt sich die Punkte aus dem gleichen Ort, wo sich auch das Hauptprogramm befindet. Die reinen Punkte bewirken nun jedoch noch nichts, dazu muss natürlich noch der Befehl CYCL CALL genutzt werden. Da gibt es jedoch eine Besonderheit zu berücksichtigen: es ist unbedingt die Softkey „CYCLE CALL PAT“ zu betätigen, wobei PAT für Pattern steht. Erst mit dieser Struktur werden die Zyklen korrekt an den in der Punkteliste stehenden Koordinaten abgearbeitet.
Mal groß mal klein
Große Erleichterung verschaffen Steuerungen, die mit Parametern umgehen können. Parameter hat jeder schon einmal genutzt, wenn es darum ging, mit Formeln zu rechnen. Anstatt Zahlenwerte werden hier Buchstaben eingesetzt, damit sich Formeln leichter handhaben lassen. Erst bei der konkreten Berechnung werden diese Buchstaben dann durch Zahlen ausgetauscht.
Auch Steuerungen können schon lange mit Parametern umgehen. Anstatt die Länge direkt anzugeben, kann beispielsweise L X+Q10 programmiert werden. Der Buchstabe Q ist zusammen mit der Zahl 10 der Platzhalter für einen Wert, der vorher definiert wurde und während der Bearbeitung seine Größe durch Rechenvorgänge ändert.
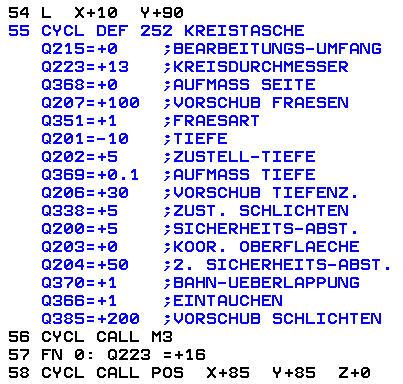
Dieses Prinzip kann man sich prima zunutze machen, wenn es darum geht, ohne viel Aufwand ähnliche Konturen zu erzeugen. So lassen sich beispielsweise die Durchmesser von Kreistaschen sehr leicht ändern und unterschiedlich große Taschen an verschiedenen Koordinaten einbringen. Wer Zyklen genau ansieht, wird bemerken, dass es in diesen von Q-Werte nur so wimmelt. Diese können vom Nutzer mit neuen Werten versehen werden. Wird beispielsweise der Parameter Q223 geändert, so wird der dort ursprünglich vorhandene Wert überschrieben. Dadurch kann via CYCL CALL eine Kreistasche mit einem neuen Durchmesser an einer anderen Stelle am Werkstück erstellt werden.
Zum Ändern von Q-Werten wird einfach die Taste „Q“ betätigt. Anschließend blendet die Steuerung Softkeys ein, die es erlauben, Werte zuzuweisen oder Formeln zu erstellen. Unter „GRUNDFUNKT.“ findet sich der Befehl, um beispielsweise dem Parameter Q223 einen neuen Wert zuzuweisen. Nachdem dies geschehen ist, wird ein Verfahrbefehl an die neue Position programmiert, wo die Kreistasche eingebracht werden soll. Über den Befehl CYCL CALL wird dann der Kreiszyklus mit dem neuen Durchmesser ausgeführt. Natürlich ist es möglich, auch die anderen Parameter eines Zykluses durch Verändern des jeweiligen Q-Wertes zu verändern und so alle Eigenschaften der Zyklen für jede einzelne Bearbeitung zu manipulieren.
Natürlich kann man auf diese Weise auch das Problem des zurückgebliebenen Restmaterials lösen, wenn man nicht auf die Möglichkeit des Ausräumens einer Kontur mit dem SL-Zyklus zurückgreifen möchte. Es genügt, eine Rechtecktasche mit Parametern zu beschreiben und diese dann der auszuräumenden Fläche anzupassen.
Der sicherste Weg, um mit Zyklen und Parametern warm zu werden, ist das intensive Üben am Simulator. Schließlich macht nur Üben den Meister.
Download
Ein Skript zur Einführung in die Zyklen- und Parameterprogrammierung finden Sie hier im PDF-Format [1.396 KB] .
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 4 - gesamt: 8409.











































