



































Verkettetes, automatisiertes Strahlen
Durchlauf-Strahlanlage in der Lackiervorbehandlung
Qualität, Kapazität, Verfügbarkeit und Vernetzbarkeit waren entscheidende Kriterien bei der Auswahl der neuen Strahllösung, in die ein polnischer Hersteller komplexer Stahlkonstruktionen investierte. Diese muss als wesentlicher Teil der Vorbehandlung einer neuen kathodischen Lackierlinie optimale Ergebnisse in einem verketteten Workflow im Dreischichtbetrieb sicherstellen. Mit der RHBD 17/32-K hat sich das Unternehmen für eine Hängebahn-Durchlaufstrahlanlage von Rösler entschieden, die durch ihre verschleißreduzierte Ausführung und günstige Betriebskosten überzeugte.

Die Herstellung komplexer Schweißkonstruktionen inklusive mechanischer Bearbeitung, Laser- und CNC-Schneiden, Biegen sowie Nass- und Pulverlackierung ist das Metier der Stelweld Sp.o.o.. Mit diesem Angebot hat sich das 1997 gegründete Unternehmen als Schlüssellieferant in verschiedenen Branchen wie Automobil, Bau- und Landmaschinen, Kran und Hebezeuge, erneuerbare Energie sowie Schienenverkehr etabliert. Zu den Kunden zählen unter anderem Scania, Volvo, Bombardier und Cargotec.
Durch den Bau einer neuen Produktionshalle wurde 2019 Platz für die Integration einer neuen, vollautomatisierten kathodischen Lackierlinie (KTL) mit 16 Behandlungsstationen und Power & Free-Fördersystem geschaffen. „Im Zuge dieser Produktionserweiterung wollten wir auch den Strahlprozess, der als Vorbehandlung vor dem Lackieren bisher größtenteils manuell erfolgte, automatisieren und in die Lackierlinie integrieren“, berichtet Danuta Dobrzynska, Projektmanagerin bei Stelweld.
Robuste Ausführung und Testresultate überzeugten
Darüber hinaus standen eine hohe Kapazität, Strahlqualität, Anlagenverfügbarkeit und Wirtschaftlichkeit ganz oben auf der Prioritätenliste. Von den insgesamt fünf Strahlanlagenherstellern, die in den Auswahlprozess involviert waren, setzte sich Rösler mit der Hängebahn-Durchlaufstrahlanlage RHBD 17/32-K durch.
„Ich kannte Rösler bereits durch ein realisiertes Projekt bei einem früheren Arbeitgeber. Das Unternehmen ist nicht der günstigste Anbieter, bei der Ausführung und Ausstattung der Anlage zeigen sich jedoch entscheidende Unterschiede. Im Gegensatz zur Ausführung anderer Hersteller bestehen wesentliche Bereiche der Rösler-Strahlanlage serienmäßig aus sehr widerstandsfähigem Material, beispielsweise werden die Wurfschaufeln der Turbinen aus geschmiedetem Werkzeugstahl gefertigt“, begründet Danuta Dobrzynska die Entscheidung. „Ausschlaggebend waren auch die Resultate der Strahlversuche, die wir mit Originalteilen durchgeführt haben. Im Customer Experience Center von Rösler erzielten wir beste Resultate und haben dadurch wesentliche Informationen für den späteren Betrieb erhalten.“
Ausstattung sichert Ergebnis, Effizienz und Verfügbarkeit
Die Hängebahn-Durchlaufstrahlanlage RHBD 17/32-K ermöglicht das Reinigungsstrahlen eines sehr breiten Spektrums dreidimensionaler, geschweißter Konstruktionen mit Abmessungen von bis zu 2.500 x 1.200 x 3.000 mm (L x B x H) und einem Gewicht von maximal 1.250 kg. Während des automatischen Strahlprozesses, der in Taktzeiten zwischen sechs und acht Minuten erfolgen kann, sind in allen Bereichen der Komponenten eine Oberflächenqualität von SA 2,5 sowie von Stelweld produkt- und kundenspezifisch definierte Rauigkeitswerte für eine optimale Haftfestigkeit des Lacks zu erreichen.
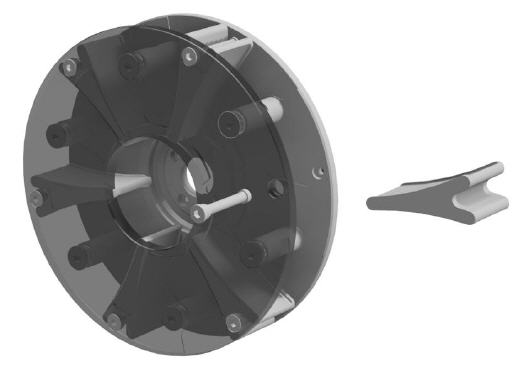
Die Strahlanlage ist dafür mit 16 Gamma 400 G-Turbinen mit einer Antriebsleistung von jeweils 15 kW ausgestattet. Die von Rösler entwickelten Hochleistungsturbinen verfügen über Wurfschaufeln im Y-Design. Die spezielle Gestaltung mit berechnetem Krümmungswinkel ermöglicht im Vergleich zu herkömmlichen Turbinen bei geringerem Energieverbrauch eine sehr hohe Abwurfgeschwindigkeit, aus der eine bis zu 20 Prozent höhere Strahlleistung resultiert.
Darüber hinaus können die Wurfschaufeln von beiden Seiten genutzt werden, was eine mindestens doppelte Standzeit ermöglicht. Der Wechsel kann mittels Schnellwechselsystem einfach und bei eingebauter Turbine erfolgen. Position und Winkel der Turbinen wurden durch Simulation des Strahlprozesses ermittelt. Das zielgerichtete Strahlbild leistet ebenfalls einen Beitrag zum effizienten Strahlen. Um den Strahlmitteldurchsatz von bis zu 200 kg pro Minute teilespezifisch anzupassen, arbeitet Stelweld mit drei Strahlprogrammen. Mittels Frequenzumwandler wird die Drehzahl der Turbinen geregelt und damit die kinetische Energie angepasst, mit der das Strahlmittel auf die Oberfläche trifft.
Für einen optimalen Verschleißschutz und damit eine lange Lebensdauer der Anlage sind wesentliche Bereiche der Vor- und Nachkammer aus sechs und die Strahlkammer aus acht Millimeter starkem Manganstahl gefertigt. Darüber hinaus ist die Strahlkammer zusätzlich mit spaltfrei angeordneten, auswechselbaren Platten aus dem hochfesten Material ausgestattet. Robuste Gummivorhänge in der Vor- und Nachkammer sowie eine Spaltabdeckung aus mehreren Gummidichtungen und Bürsten verhindern, dass Strahlmittel aus der Anlage in die Umgebung gelangt. „Sowohl die Turbinen als auch die Auslegung der Anlage und die verwendeten Materialien sorgen für eine hohe Anlagenverfügbarkeit und tragen zu einem reibungslosen, sicheren und energieeffizienten Betrieb bei“, merkt die Projektmanagerin an.
Reproduzierbare Qualität durch vollautomatischen, verketteten Betrieb
Die geschweißten Komponenten gelangen auf Gehängen des Power & Free-Fördersystems zur Strahlanlage, die für die Auswahl des Strahlprogramms mit einem QRCode versehen sind. Nachdem das Gehänge in die Vorkammer eingefahren ist, schließen die Doppelflügeltüren und Turbinen, Strahlmittelrückförderung und Filter starten automatisch. Das Werkstück wird dann in definierter Geschwindigkeit durch die Strahlkammer transportiert und gestrahlt.
Dabei sorgen die 16 Strahlturbinen für eine allseitig gute Ausstrahlung der Schweißkonstruktionen und ein homogenes, reproduzierbares Strahlergebnis. Während des Strahlprozesses wird durch zwei zwischen Anlage und Filter platzierte Prallabscheider sichergestellt, dass entstehender Staub aus der Strahlkammer herausgezogen wird und wiederverwendbares Strahlmittel in der Anlage verbleibt.
An die Nachkammer schließt sich ein zugänglicher Bereich an, in dem in schöpfenden Geometrien der Schweißkonstruktionen zurückgebliebenes Strahlmittel manuell entfernt werden kann. Durch einen darunterliegenden Schneckenförderer wird das entfernte Strahlmittel direkt zur Aufbereitung zurück transportiert, die aus zwei Kaskaden-Windsichtern besteht. Anschließend fahren die Werkstücke direkt weiter zur KTL.
„Mit der neuen Strahlanlage erzielen wir im Vergleich zum manuellen Strahlen deutlich bessere sowie reproduzierbare Ergebnisse in kürzerer Zeit und wir können unser qualifiziertes Personal für wertschöpfendere Tätigkeiten einsetzen. Durch Einsparungen beim Energieverbrauch und sonstigen Betriebskosten ist der Strahlprozess außerdem deutlich wirtschaftlicher geworden“, berichtet Danuta Dobrzynska.
Mehr Informationen zu Rösler:
 |
Rösler Oberflächentechnik GmbH |
|
Vorstadt 1 |
|
96190 Untermerzbach |
|
Tel.: +49 / 9533 / 924-0 |
|
Fax: +49 / 9533 / 924-300 |
|
E-Mail: info@rosler.com |
|
www.rosler.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 4 - gesamt: 4855.











































