



































Hitachi Tool: Stressfrei bis in den µ-Bereich
Punkten mit Präzisionswerkzeugen von Hitachi Tool
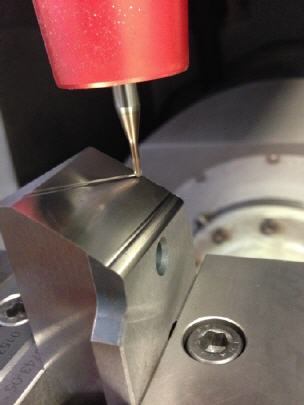
Das Hartfräsen bis in die µ-Regionen erfordert extrem genaue und zudem prozesssichere Präzisionswerkzeuge. Bei Walther Wolf in Wendelstein vertraut man deshalb schon seit vielen Jahren auf die Vollhartmetall-Fräser von Hitachi Tool, seit Kurzem ergänzt durch die neue Generation von Wendeschneidplatten-Fräsern.
„Wir haben durch die Fokussierung auf kleine, hochpräzise Spritzgießwerkzeuge bei der Hartbearbeitung von Werkstoffen bis zu 70 HRC im Laufe der Jahre sehr viel Erfahrung aufgebaut, die auch unsere Kunden aus dem Bereich Lohnfertigung zu schätzen wissen“, berichtet Jochen Dorlöchter, Inhaber und Geschäftsführer von Walther Wolf. „Beim hochgenauen Hartfräsen setzen wir schon seit Langem auf VHM-Werkzeuge (Vollhartmetall) von Hitachi.“
Diese hochpräzisen Fräser übernehmen bei den Franken immer mehr Aufgaben, die früher nur senkerodiert werden konnten. Natürlich ist der Trend, Erodieren durch Hartfräsen zu ersetzen, kein Selbstzweck, sondern hat handfeste wirtschaftliche Vorteile: Zusätzliche Fertigungsschritte und die Kosten für die Elektroden entfallen, im Idealfall ebenso der Aufwand für Nachbearbeitung und Polierarbeit der Oberflächen.
Auch für das Problem, dass bei der Hartbearbeitung mit VHM-Werkzeugen hohe Präzision mit starkem Werkzeugverschleiß erkauft wird, gibt es inzwischen eine Lösung. Denn mit den neuen VHM-Fräsern der Epoch21-Reihe lassen sich dank spezieller Schneidengeometrie und neuem Feinstkornsubstrat sowie der Hitachi Tool-eigenen nanokristallinen PVD-Beschichtungen TH45+, TH60+ ATH, Kalt- und Warmarbeitsstähle mit Härten von bis 72 HRC prozesssicher bearbeiten. Damit erzielt Walther Wolf wesentlich höhere Standzeiten, die an die von CBN heranreichen, ohne beim Thema Prozesssicherheit Abstriche machen zu müssen.
Die in den letzten eineinhalb Jahrzehnten enorm gestiegene Leistungsfähigkeit insbesondere der Fräswerkzeuge, hat zu einer paradoxen Entwicklung geführt. Es wird immer mehr gefräst, weshalb der – bei der Werkzeugbeschaffung ohnehin schon dominierende – Kostenblock für Fräser zunehmend größer wird. Ein guter Weg, um hier gegenzusteuern, ist die Verwendung von Wendeschneidplatten. Vor diesem Hintergrund entstand bei Hitachi eine neue Generation von Wendeplatten-Fräsern speziell für die Hartbearbeitung, die höchste Präzision, Rundlaufgenauigkeit und Prozesssicherheit von VHM-Werkzeugen mit den Kostenvorteilen der austauschbaren Schneidplatten vereint.
Auch diese Werkzeugreihe, deren Durchmesser bauartbedingt bei 8 bis 10 Millimetern beginnt und die als Kugelkopf-, Torus- und Planfräser eingesetzt werden kann, ist seit rund eineinhalb Jahren bei Walther Wolf im Einsatz. Und das Ergebnis kann sich im wahrsten Sinne des Wortes sehen lassen, wie das Beispiel eines Werkzeugeinsatzes aus Warmarbeitsstahl 1.2343 mit einer Härte 53 bis 54 HRC zeigt. Die Franken schlichten die Außenkonturen mit den Torus-Wendeschneidplattenfräsern ASPV und ASPV-Mini direkt auf Endmaß mit einem Ra von 0,08 Mikrometern. Damit erreichen sie eine Oberflächenqualität, die das Polieren überflüssig macht – und dies bei rund 30 Prozent niedrigeren Werkzeugkosten.
Die Werkzeuge von Hitachi Tool haben sich in Wendelstein absolut bewährt. Das prozesssichere Fräsen ist für Walther Wolf nicht zuletzt auch vor dem Hintergrund der Automatisierung extrem wichtig. Hierzu tragen auch die TH-beschichteten VHM-Tieflochbohrer der WHNSB-Reihe von Hitachi bei, mit denen sich – in eine zuvor erstellte kurze Führungsbohrung – Tiefen bis zu einem 30-fachen Werkzeugdurchmesser in einem Arbeitsgang herstellen lassen. Die Franken bohren mit Schrumpffutter und Minimalmengenschmierung damit in Werkstoffe bis 58 HRC und sind pro Bohrung gegenüber früher rund 30 Prozent schneller geworden.
„Mit den neuen Fräs- und Bohrwerkzeugen von Hitachi Tool haben sich die Werkzeugstandzeiten deutlich erhöht. Mindestens ebenso wichtig ist, dass wir hinsichtlich Präzision, Oberflächengüte und Prozesssicherheit noch mal ein kräftiges Stück vorangekommen sind“, fasst Jochen Dorlöchter zusammen. „Ohne den exzellenten Support von Hitachi Tool wäre dies allerdings kaum umzusetzen gewesen. Denn ein Werkzeug lebt nicht nur von seinen Daten, sondern auch durch die Informationen, wann und wie man es am besten verwendet – und durch den Service, der dahinter steckt.“
Mehr Information zu Hitachi Tool:
 |
Hitachi Tool Engineering Europe GmbH |
|
Itterpark 12 |
|
40724 Hilden |
|
Tel.: +49 (0) 21 03 - 24 82-0 |
|
Fax: +49 (0) 21 03 - 24 82-30 |
|
E-Mail: info@hitachitool-eu.com |
|
www.hitachitool-eu.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 5 - gesamt: 2875.











































