



































Performance für die Hochleistungszerspanung
Ruhe an der Schneide
Hochwarmfeste Stähle, Inconel oder Titan etc. lassen sich mit herkömmlichen Werkzeugen kaum wirtschaftlich bearbeiten. Dazu braucht es spezielle, auf die Anwendung hin optimierte Hochleistungstools. Ein Beispiel sind die Z-CARB AP Fräser von SGS Tool: Für die ganz harten Schrupp-Herausforderungen entwickelt, sorgen sie im Vergleich zu herkömmlichen Schaftfräsern laut SGS Tool je nach Anwendung für eine Verringerung der Vibrationen (Rattern) um bis zu 68 Prozent, minimieren den Werkzeugverschleiß um bis zu 70 Prozent und erreichen eine um bis zu 300 Prozent glattere Oberflächengüte.
Bei der Bearbeitung mit herkömmlichen Schaftfräsern wird durch den Ein- und Austritt der Schneiden ein natürlicher Rhythmus erzeugt, der zu störenden Schwingungen beziehungsweise zum Rattern des Werkzeugs führt. Das bedingt nicht nur einen schnellen Werkzeugverschleiß, sondern ist unterm Strich auch für eine minderwertige Bearbeitungsqualität verantwortlich.
Niklas Lehming, Geschäftsführer von SGS Tool in Langenfeld: „Wer hier mit herkömmlichen Fräsern arbeitet, hat nur die Möglichkeit, die Parametereinstellungen entsprechend anzupassen. Das führt aber immer nur zu unwirtschaftlichen Ergebnissen.“
Ruhe an der Schneide
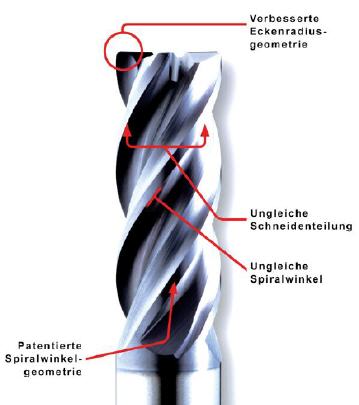
SGS Tool stellt mit der Z-CARB AP Reihe leistungsfähige Werkzeuge insbesondere für das Schruppen bereit. Herzstück der Performance ist die neue, spezielle Geometrie. So optimierte SGS Tool die Eckenradien mit engeren Toleranzen. Das sorgt für besseres Schneidverhalten bei gleichzeitig reduziertem Werkzeugdruck und weniger Schneidkantenbelastung.
Besonderes Augenmerk der Entwicklung lag darüber hinaus auf der Vibrationsunterdrückung für sehr guten Rundlauf und optimale Konturgenauigkeit. Grundlagen dafür sind insbesondere drei spezielle konstruktive Besonderheiten:
Durch eine ungleiche Schneidenteilung wird das rhythmische Muster, das durch die Schneidenbeschaffenheit herkömmlicher Schaftfräser erzeugt wird, durchbrochen. Störende Schwingungen treten nahezu nicht mehr auf. Für zusätzliche Ruhe an der Schneide sorgt ein ungleicher Ein- und Austrittswinkel der Schneiden.
Das dritte konstruktive Element ist der patentierte Spanwinkel als zentraler Faktor für die ideale Spanform und die Schnittkräfte im Fräsbereich.
Niklas Lehming: „Die Späne lassen sich nun viel besser kontrollieren, sie brechen sehr früh und werden rasch aus der Kontaktzone abgeführt.“
Ti-NAMITE-X: Top on Top
Für lange Werkzeugstandzeiten ist die Ti-NAMITE-X® Hochleistungsbeschichtung zuständig. Niklas Lehming: „Ti-NAMITE-X ist eine dichte, homogene Beschichtung mit exzellentem Haftungsverhalten auch bei hohen Temperaturen. Sie verhindert beispielsweise den Kantenverschleiß um bis zu 58 Prozent bei Inconel, um bis zu 64 Prozent bei Werkzeugstahl und um bis zu 66 Prozent bei legiertem Stahl.“
Z-CARB AP gibt es in den unterschiedlichsten Ausführungen und Varianten an Eckenradien für die jeweiligen Applikationen ab 1,5 mm Durchmesser.
In der Praxis beweist der Z-CARB AP seine Leistungsfähigkeit: Beim Herstellen von Nuten in ein Titan-Turbinenbauteil – Ausbohren der Eckpunkte, Schruppen, Schlichten – setzte der SGS Tool Kunde zum Schruppen einen Z-CARB AP und zum Schlichten in einem Zug einen extra langen speziellen SGS Tool V-CARB Fräser ein.
Niklas Lehming: „Mit dieser Strategie reduzieren wir gegenüber den bisher eingesetzten Werkzeugen die Bearbeitungszeit um rund 12 Stunden je Werkstück beziehungsweise sparen an Bearbeitungskosten je Werkstück 1.200 Euro ein.“
Mehr Informationen zur SGS TOOL GmbH:
 |
SGS TOOL GmbH |
|
Hitdorfer Straße 10 c |
|
40764 Langenfeld |
|
Tel.: +49 2173 9100-91 |
|
Fax: +49 2173 9100-99 |
|
E-Mail: info@sgs-tool.de |
|
www.sgs-tool.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 4 - gesamt: 7296.











































