



































Safe-Lock: Vorsprung bei Schwerzerspanung
Kraft- und formschlüssiges Spannsystem als Trumpf
Bei einem anspruchsvollen Auftrag gelang es den Zerspanungsspezialisten der Glätzer GmbH mit HAIMER Technologie die Rentabilität zu „retten“. Die Safe-Lock-Werkzeugaufnahmen verhindern, dass die Fräser beim Schruppen aus der Aufnahme gezogen werden. Zusammen mit der extrem hohen Rundlaufgenauigkeit der Schrumpfaufnahmen und der optimalen Späneabfuhr durch das Cool Flash-System lassen sich höhere Zerspanungsdaten nutzen, was eine deutlich höhere Produktivität zur Folge hat. Zudem stieg die Standzeit der Werkzeuge um 40 Prozent.
 |
 |
|
 |
||
 |
Daniel Rautenbach bewegt sich mit der Glätzer GmbH in dem äußerst harten Geschäftsumfeld der Automobilindustrie. Der geschäftsführende Gesellschafter des Spezialisten für CNC-Bearbeitung in Solingen erläutert: „Perfekte Qualität und absolute Liefertreue sind Grundvoraussetzungen, um überhaupt ein Angebot abgeben zu können – letztlich entscheidet der Preis.“ Dementsprechend gilt auch in der Produktion: Qualität ohne Abstriche ist ein Muss – die Effizienz macht letztlich den Unterschied zwischen Gewinn und Verlust.
Zu den Stärken von Glätzer zählt die Bearbeitung komplexer und relativ großer Teile. In diesem Feld hat sich das Unternehmen viel Know-how erarbeitet. Der Vorrichtungsbau ist durch das auf Sondermaschinen sowie Werkzeug- und Vorrichtungsbau spezialisierte Schwesterunternehmen Knieps quasi inhouse. Früher entfiel ein Großteil des Geschäfts von Glätzer auf relativ große, geschmiedete Scharnierteile für Cabrioverdecke, die aufwendige Aufspannungen benötigen. Doch dieses Geschäftsfeld ist Vergangenheit. Glätzer fertigt heute vor allem Teile für Nutzfahrzeuge, unter anderem für Scheibenbremsen. Üblicherweise liegen die Seriengrößen bei 10.000 bis 150.000 Teile pro Jahr, die Glätzer auf sieben nach eigenen Anforderungen maßgeschneiderten Vierachs-Bearbeitungszentren fertigt.
Hohe Fräskräfte ziehen Werkzeug aus der Aufnahme
Einer der größten Aufträge in diesem Bereich veranlasste Betriebsleiter Ingo Schulten Mitte 2013 zur Einführung von HAIMER-Technik. Konkrete Ursache war ein Teil für eine pneumatisch betätigte Lkw-Scheibenbremse, die aus Gusseisen mit Kugelgrafit, Typ EN-GJS-800-2 (ehemals GGG-80) mit einer minimalen Zugfestigkeit von 800 N/mm2, besteht. Bei einigen der zu fräsenden konkaven Konturen hat der Fräser nicht nur punktuellen Kontakt zum Werkstück, sondern er wird zu 30 oder 40 Prozent umschlungen. „Die dabei wirkenden extrem hohen Kräfte wollen das Werkzeug aus der Aufnahme ziehen, erläutert Schulten.
Glätzer hatte den Auftrag, die Fertigung lief – aber deutlich zu langsam, um wirtschaftlich zu sein. Zwar hatte man ein Werkzeug gefunden, das ursprünglich für das Gesenkfräsen entwickelt worden war und den Anforderungen dieser Schwerzerspanung gewachsen war. Doch letztlich erwies sich die Werkzeugaufnahme als Achillesferse. Die eingesetzten Weldon-Spannfutter hielten zwar das Werkzeug fest in der Aufnahme. Aber dort, so erinnert Schulten, „wird das systembedingte Fügespiel durch die seitliche Schraube in eine Richtung gedrückt und verhindert so einen guten Rundlauf des Werkzeugs“. Die Probleme: „Wir hatten extrem schwankende Standzeiten der Werkzeuge, es kam sogar zu Fräserbrüchen – das ist das Schlimmste, was passieren kann“, so der Betriebsleiter.
Die Alternative dauerhaft „langsamer fahren“ schied aus, weil die Fertigung damit nicht mehr wirtschaftlich gewesen wäre. Die Wirtschaftlichkeit hätte sich sogar immer weiter verschlechtert, weil es in der Automobilindustrie Usus ist, dass Zulieferer ihre Teile Jahr für Jahr um einige Prozent günstiger liefern müssen, wie Daniel Rautenbach betont.
Extrem hohe Haltekraft plus optimaler Rundlauf
Mit der „normalen“ Schrumpftechnik für Werzeugaufnahmen (siehe Infokasten) hätte Glätzer zwar einen sehr guten Rundlauf erreichen können – aber „die Spannkraft reicht für diese Schwerzerspanung nicht aus“, sagt Ingo Schulten. Letztlich habe man „ein teures halbes“ Jahr lang alle am Markt zu findenden Lösungen erfolglos ausprobiert, bis Schulten in einer Fachzeitschrift vom Safe-Lock™-System von HAIMER las. „Damit hat HAIMER ein System erfunden, das den extrem guten Rundlauf der Schrumpfaufnahmen mit einer Auszugsicherung kombiniert und damit gleichzeitig auch absolute Prozesssicherheit gewährleistet“, so der Betriebsleiter.
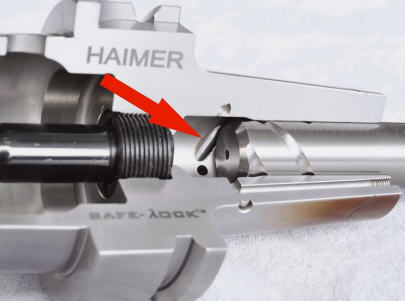
Beim Safe-Lock-System wird durch spezielle Mitnehmerelemente im Futter und spiralförmige Nuten im Werkzeugschaft wirksam verhindert, dass der Fräser bei Extrembearbeitung durchdreht oder gar aus dem Futter gezogen wird. Denn zusätzlich zu den reibschlüssigen Klemmkräften des jeweiligen Spannverfahrens wird das Werkzeug durch das konstruktive Design des Safe-Lock-Systems formschlüssig in der Werkzeugaufnahme gesichert.
Die Kombination von Auszugsicherheit und hoher Rundlaufgenauigkeit führt zu einer schwingungsarmen und dadurch sehr effizienten Zerspanung: Durch gesteigerte Schnitttiefen und Vorschübe kann das Zeitspanvolumen um bis zu 100 Prozent erhöht werden; der Werkzeugverschleiß kann sich durch die exzellenten Rundlaufeigenschaften in ähnlichem Maße reduzieren.
Die Ergebnisse überzeugten bei der Firma Glätzer. „Der Wechsel zu Safe-Lock kam mir vor wie der Sprung von der Kurbel zum elektrischen Anlasser“, zeigt sich Schulten begeistert. Selbst erfahrene Mitarbeiter hätten kaum glauben können, welche neuen Möglichkeiten sich damit auftaten. „Wir können produktive Schnittwerte fahren; erfreulicherweise sind die Standzeiten nun 40 Prozent höher als zuvor, und sie bleiben sehr stabil.“
Zu den Produktivitätsfortschritten habe auch das Werkzeugkühlsystem Cool Flash beigetragen, erwähnt Ingo Schulten. Beim von HAIMER entwickelten System werden Bohrungen ins Spannfutter eingebracht, durch die der Kühlschmierstoff bis zur Stirnfläche des Futters transportiert wird. An der Stirnseite des Cool Flash-Futters sitzt eine Scheibe, die zum Werkzeug hin einen schmalen, umlaufenden Spalt freilässt. In dieser Kammer sammelt sich der Kühlschmierstoff, baut einen Hochdruck auf und verteilt sich über den ganzen Umfang des Werkzeugschaftes. Aus diesem kleinen Reservoir fließt er als geschlossener Mantel unmittelbar am Werkzeugschaft entlang. Am Ende des Schaftbereichs wird der Kühlschmierstoff in die Spannuten gedrückt, spült diese frei. „So wird der Span selbst bei höchsten Drehzahlen schnell von der Schneide abtransportiert, und die Schneide bleibt kühl“, fasst Schulten zusammen.
Werkzeugwechsel verläuft einfach und schnell
Hinzu kommt, dass der Werkzeugwechsel mit der Schrumpftechnik von HAIMER auch extrem einfach und schnell abläuft. Das bei Glätzer eingesetzte Tischgerät HAIMER Power Clamp Comfort NG besitzt einen Drehteller mit drei Stationen für Werkzeugaufnahmen und eine intelligente New Generation (NG) Spule. Sie ist verstellbar, wodurch mit nur einem Dreh die Spule in Länge und Durchmesser auf die Größe des Schrumpffutters eingestellt werden kann. Wechselscheiben sind überflüssig. So wird das Futter gezielt nur an den Stellen erwärmt, auf die es ankommt. Dadurch werden sowohl das Aufheizen wie auch das Abkühlen der Aufnahmen beschleunigt. Beim Abkühlen sorgen zudem Kühlkörper verschiedener Größen für zusätzliches Tempo sowie „sanfte“ und saubere Kühlung.
Die Firma Glätzer hat durch das – nun gelöste – Fertigungsproblem einen deutlichen Schritt nach vorn getan. Denn nach und nach führt Betriebsleiter Schulten die Schrumpftechnik auch in der restlichen Fertigung ein. Denn selbst ohne Safe-Lock-Technik sitzen die Werkzeuge sehr stabil in den Schrumpfaufnahmen. Bei einem Werkzeugdurchmesser von 20 mm garantiert HAIMER zum Beispiel ein Haltemoment von bis zu 800 Nm. Erreicht wird eine Rundlaufgenauigkeit wie mit keinem anderen Werkzeugspannverfahren. Sie resultiert aus dem rotationssymmetrischen Spannkörper, der ohne zusätzliche Elemente wie Zangen und Spannschrauben auskommt.
So bleibt bei Glätzer der Safe-Lock-Einsatz auf die Schwerzerspanung beschränkt und macht aktuell rund zehn Prozent aus. „Normale“ Schrumpftechnik von HAIMER hat inzwischen einen Anteil von fast einem Drittel der Fräsbearbeitung erreicht. „Der Anteil des Schrumpfens wächst weiter“, sagt Schulten, „weil wir immer mehr Teile per High Performance-Fräsen herstellen“, Auch bei Plattenwerkzeugen erreiche man mit dieser Werkzeugspannung deutlich höhere Standzeiten. Und da die Werkzeuge einen der größten Kostenblöcke darstellen, amortisiere sich das Schrumpfen mit und ohne Safe-Lock sehr schnell.
Mehr Informationen zur Haimer GmbH:
 |
Haimer GmbH |
|
Weiherstraße 21 |
|
86568 Igenhausen |
|
Tel.: +49 (0) 82 57 / 99 88-0 |
|
Fax: +49 (0) 82 57 / 18 50 |
|
E-Mail: haimer@haimer.de |
|
www.haimer.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2922.




































